Temporada 4 · La Era Moderna de la Calidad
Historia Universal de la Calidad, la Conformidad y la Auditoría
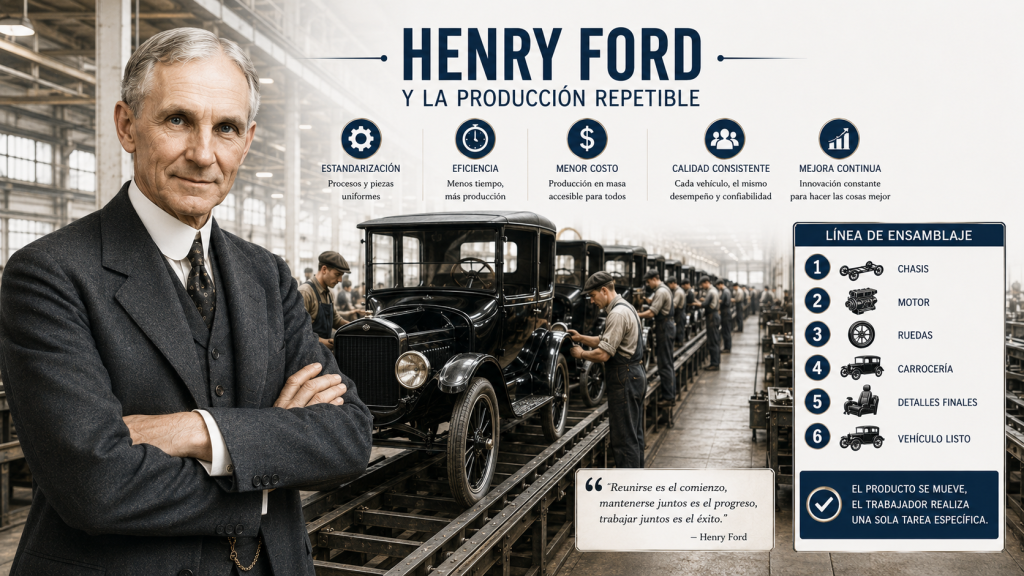
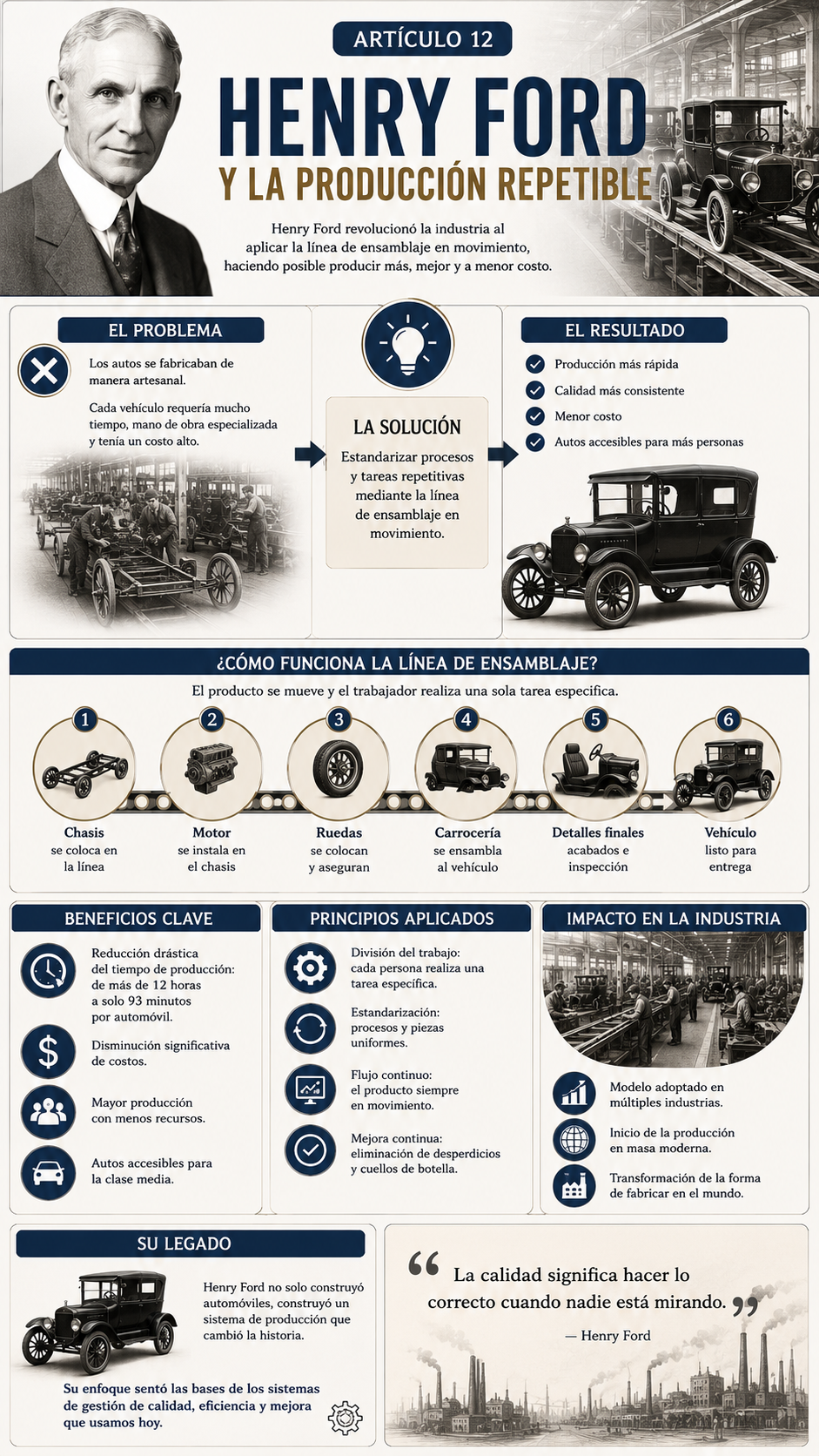
Henry Ford y la producción repetible
Detroit, Michigan, 1863–1947 · El hombre que convirtió la repetibilidad en sistema y el sistema en calidad
Prof. Marcelo Carrillo Olivier, Eng. MBA Artículo N.° 12 de la serie · Temporada 4 Serie: De Hammurabi a la Inteligencia Artificial
En 1908, un automóvil era un objeto de lujo fabricado artesanalmente que solo los ricos podían permitirse. En 1927, cuando se produjo el último Ford Modelo T, más de quince millones de unidades idénticas habían salido de las plantas de Ford Motor Company — cada una construida con las mismas piezas, mediante los mismos procesos, en el mismo tiempo de ciclo. Henry Ford no inventó el automóvil. Inventó algo más difícil y más duradero: el principio de que la calidad consistente es el resultado natural de procesos consistentemente diseñados, no de la habilidad variable de trabajadores variables. Esa idea transformó la manufactura mundial y sigue siendo el fundamento de los sistemas modernos de gestión de la calidad.
Contexto y antecedentes: de la artesanía al sistema
Henry Ford nació en 1863 en una granja de Dearborn, Michigan. A los dieciséis años se trasladó a Detroit, donde trabajó como aprendiz en un taller mecánico y más tarde como ingeniero en la Edison Illuminating Company — una trayectoria que, como la de Taylor, le proporcionó el conocimiento técnico desde adentro antes de convertirse en empresario. Su primera empresa automovilística fracasó en 1901. La segunda, en 1902. La Ford Motor Company, fundada en 1903, sería la tercera — y la que cambiaría la manufactura mundial.[1]
El mercado automovilístico de principios del siglo XX era un mercado artesanal. Cada automóvil era ensamblado por un equipo de mecánicos altamente calificados que ajustaban, limaban y adaptaban las piezas hasta que encajaban — exactamente como los artesanos medievales habían hecho con sus productos, pero con maquinaria más compleja. El resultado era un producto de calidad variable, un tiempo de producción de semanas por unidad y un precio que lo hacía inaccesible para la mayoría de la población. Ford vio esto no como una característica del mercado sino como un problema de ingeniería con solución.[2]
Henry Ford — My Life and Work, Capítulo 5, 1922[3]
«Voy a construir un automóvil para la gran multitud. Será lo suficientemente grande para la familia, pero lo suficientemente pequeño para que un individuo pueda conducirlo y cuidarlo. Estará construido con los mejores materiales, por los mejores hombres que se puedan contratar, y según los diseños más simples que la ingeniería moderna pueda concebir. Pero tendrá un precio tan bajo que ningún hombre que gane un buen salario no podrá permitirse tener uno.»
Esta declaración — formulada antes de que el Modelo T existiera — es extraordinariamente relevante desde la perspectiva de los sistemas de gestión de la calidad modernos. Ford estaba definiendo simultáneamente el requisito del cliente (accesibilidad para la mayoría), los requisitos de producto (calidad con materiales superiores y diseño simple), y la estrategia de proceso (ingeniería que hiciera posible el precio objetivo). Es, en los términos de ISO 9001:2015, la determinación simultánea de los requisitos del cliente (cláusula 8.2), el diseño y desarrollo del producto (cláusula 8.3) y la planificación de la realización del producto (cláusula 8.1) — décadas antes de que esas categorías existieran como requisitos normativos.
La línea de ensamblaje: el proceso que se mueve, no el producto
La innovación central de Ford no fue la línea de ensamblaje como tal — la idea de mover el producto a través de estaciones de trabajo especializadas había sido aplicada antes en los mataderos de Cincinnati y en las conserveras de pescado de Nueva Inglaterra. La innovación de Ford fue más profunda: fue la decisión de diseñar el proceso como el objeto primario de ingeniería, con el producto como consecuencia del proceso, y no al revés.[2]
En la planta de Piquette Avenue (1904–1910), los automóviles aún se construían al estilo artesanal: grupos de mecánicos trabajaban alrededor de un chasis estacionario, moviéndose ellos hacia el trabajo. En la planta de Highland Park (1910–1927), Ford invirtió la lógica: el trabajo se movía hacia los operarios, que permanecían en posiciones fijas ejecutando operaciones especializadas de duración exactamente controlada. El resultado, cuando la línea de ensamblaje móvil se introdujo en octubre de 1913, fue espectacular: el tiempo de ensamblaje de un Modelo T cayó de 12 horas y 28 minutos a 93 minutos en menos de un año de ajuste del sistema.[4]
Pero el impacto sobre la calidad — frecuentemente ignorado en los análisis centrados en la productividad — fue igualmente significativo. Cuando el tiempo de ciclo de cada operación está exactamente definido y el proceso avanza a una cadencia fija, cualquier desviación del tiempo estándar se hace inmediatamente visible: la línea se detiene o la pieza no está lista cuando debe estarlo. El ritmo de la línea actúa como un mecanismo de detección de desviaciones en tiempo real — el equivalente funcional del gráfico de control de Shewhart, implementado de manera física y mecánica antes de que Shewhart formalizara el concepto estadístico.[5]
«Ford entendió antes que nadie que la calidad no es un atributo del producto — es un atributo del proceso que lo genera. Un proceso perfectamente diseñado y perfectamente ejecutado produce inevitablemente un producto conforme. Un proceso variable produce inevitablemente un output variable. La calidad se diseña, no se inspecciona.»— Prof. Marcelo Carrillo Olivier
Estandarización de partes y procesos: la intercambiabilidad como requisito del sistema
La línea de ensamblaje de Ford solo era posible sobre una condición previa no negociable: la perfecta intercambiabilidad de las piezas. Si cualquier pieza de cualquier lote debía encajar sin ajuste en cualquier posición del vehículo, las tolerancias dimensionales de cada componente debían ser lo suficientemente estrechas como para que la variabilidad residual fuera funcionalmente irrelevante. Ford llevó el sistema de piezas intercambiables — desarrollado en los arsenales militares americanos del siglo XIX — a una escala y una precisión sin precedentes en la industria civil.[4]
El sistema de producción de Ford en Highland Park controlaba más de cinco mil especificaciones de piezas distintas. Cada especificación incluía dimensiones nominales, tolerancias máximas y mínimas, especificaciones de material y criterios de inspección. El departamento de metrología de Highland Park operaba con instrumentos de medición de una precisión que en muchos casos superaba la de los laboratorios científicos contemporáneos. La trazabilidad de las especificaciones desde el diseño hasta el producto final — que ISO 9001:2015 exige en su cláusula 8.5.2 — era una necesidad operativa del sistema, no una exigencia regulatoria externa.[2]
La estandarización fordista fue también radical en la dimensión del diseño de producto. El Modelo T existía en una sola versión, un solo color (negro, desde 1914, porque era el que secaba más rápido) y una sola configuración básica. Esta reducción deliberada de la variedad — que Ford expresó con su célebre afirmación sobre el color — no era arrogancia comercial: era una decisión de ingeniería de sistemas. La variedad en el diseño del producto crea variedad en los procesos de producción, y la variedad en los procesos crea variabilidad en el output. La estandarización del producto era el prerequisito de la estandarización del proceso, y la estandarización del proceso era el prerequisito de la calidad consistente.[3]
Henry Ford — My Life and Work, Capítulo 4, 1922[3]
«Cualquier cliente puede tener el automóvil del color que quiera, siempre que quiera negro.»
Nota: La razón técnica era que la pintura negra Japan Black era la única que secaba lo suficientemente rápido para no interrumpir el flujo de la línea de producción. Era una decisión de ingeniería de procesos, no una imposición arbitraria.
Tiempos de ciclo y flujo continuo: la cadencia como mecanismo de control
El concepto de takt time — el tiempo de ciclo que establece el ritmo al que el proceso debe producir para satisfacer la demanda del cliente — es uno de los principios centrales del lean manufacturing moderno. Ford no usó ese término (es de origen alemán, adoptado por Toyota) pero implementó su lógica con una precisión que los ingenieros de Toyota estudiarían décadas después como punto de partida del Sistema de Producción Toyota.[6]
En Highland Park, la velocidad de la cadena de transporte de la línea de ensamblaje determinaba el tiempo de ciclo de cada operación. Ford ajustó esa velocidad meticulosamente a lo largo de 1913 y 1914 mediante experimentación sistemática — exactamente el método de Shewhart, aplicado físicamente antes de ser formalizado estadísticamente. Cada ajuste se medía en términos de output diario, tasa de defectos y número de detenciones de línea. El proceso de optimización del takt time en Highland Park es el primer ejemplo documentado de lo que hoy llamamos ajuste iterativo de parámetros de proceso mediante datos de desempeño.[4]
Planta de Highland Park — Evolución de los indicadores clave de proceso, 1908–1916[4]
| Indicador | 1908 (artesanal) | Oct. 1913 (línea fija) | 1916 (línea móvil optimizada) |
|---|---|---|---|
| Tiempo de ensamblaje | 12 h 28 min | 5 h 50 min | 93 minutos |
| Unidades/día | ~25 | ~200 | ~1.000 |
| Precio del Modelo T | USD 850 | USD 550 | USD 360 |
| Trabajadores necesarios | Alta calificación artesanal | Semicalificados especializados | Operarios de ciclo corto con soporte técnico |
El flujo continuo — la eliminación de las esperas entre operaciones — tuvo consecuencias sobre la calidad que Ford documentó con precisión. Cuando las piezas no esperan entre operaciones, no se oxidan, no se dañan por manipulación, no se mezclan con lotes anteriores y no se acumula trabajo en proceso que oculte problemas de calidad. El flujo continuo hace visibles los defectos de manera inmediata, en el punto en que se generan, mientras aún es posible intervenir sobre su causa. Este principio — que Toyota convertiría en el concepto de jidoka (autonomatización con toque humano) y en el sistema andon de detención de línea — tiene su origen directo en la línea de Highland Park.[6]
Calidad por diseño del sistema vs. calidad por inspección: el aporte conceptual más duradero
El aporte conceptual más importante de Ford a la historia de la gestión de la calidad no es ninguno de sus avances técnicos específicos — es la demostración empírica, a escala industrial masiva, de que la calidad consistente es el resultado inevitable de procesos consistentemente diseñados. Un Modelo T producido en Highland Park en 1916 era funcionalmente idéntico a uno producido en 1914 no porque los inspectores hubieran verificado que lo era, sino porque el proceso que lo producía era el mismo proceso, ejecutado de la misma manera, con las mismas piezas, al mismo ritmo.[3]
Esta demostración práctica — que el control del proceso es más eficaz que la inspección del producto — anticipó en dos décadas el argumento estadístico que Shewhart formalizaría en 1931 y que Deming llevaría a Japón en los años cincuenta. Ford llegó a la misma conclusión que Deming — «la inspección no mejora la calidad, ni la garantiza» — no mediante razonamiento estadístico sino mediante experiencia directa de gestión de sistemas de producción a escala. Que ambos caminos llevaran a la misma conclusión es uno de los argumentos más poderosos de la historia de la calidad.[5]
Ford también fue pionero en la integración vertical como estrategia de control de calidad en la cadena de suministro. En su planta de River Rouge — construida entre 1917 y 1928 y considerada la instalación industrial más completa jamás construida — Ford controlaba desde la extracción de mineral de hierro y carbón hasta la entrega del automóvil terminado. Más de 100.000 trabajadores producían el noventa por ciento de los componentes del vehículo en la misma instalación. La lógica era explícitamente de calidad: si controlas el proceso de producción de cada componente, controlas la calidad de cada componente, y si controlas la calidad de cada componente, controlas la calidad del producto final. Es el principio de control de proveedores de ISO 9001:2015 cláusula 8.4 llevado a su expresión más radical.[1]
Ford y la eficiencia de recursos: el precursor de ISO 50001
Un aspecto menos conocido pero documentado del fordismo es la obsesión de Ford por la eliminación del desperdicio de recursos — una preocupación que precede en ochenta años al movimiento lean y en noventa al nacimiento de ISO 50001. En su autobiografía, Ford dedica capítulos enteros al análisis del desperdicio en la producción: madera desperdiciada en el embalaje, calor desperdiciado en los procesos de fundición, movimientos desperdiciados en el transporte interno de materiales.[3]
En River Rouge, los residuos de madera del proceso de fabricación de carrocerías se usaban como combustible para las calderas de vapor. Los gases de los altos hornos se recuperaban y se usaban para precalentar el aire de combustión. El agua de refrigeración de los motores se recirculaba en lugar de descargarse. Estas prácticas — que Ford implementó por razones de eficiencia económica, no de responsabilidad ambiental — son el precedente exacto de lo que ISO 50001:2018 formaliza como gestión sistemática de la energía: medición del consumo, identificación de oportunidades de mejora, implementación de controles operacionales y seguimiento del desempeño energético.[3]
Relación con las normas ISO contemporáneas
La herencia de Ford en el ecosistema ISO de gestión de la calidad es tan profunda que resulta difícil encontrar una cláusula de ISO 9001 que no tenga algún antecedente en la práctica fordista. Los más directos y documentados son:
| Norma / Cláusula ISO | Principio moderno | Precedente fordista documentado |
|---|---|---|
| ISO 9001:2015 Cláusula 8.5 | Control de la producción: condiciones controladas, tiempo de ciclo definido, criterios de aceptación en proceso | La línea de ensamblaje de Highland Park es el primer sistema industrial de control de producción con tiempo de ciclo definido mecánicamente, piezas intercambiables con tolerancias controladas y detección inmediata de desviaciones por interrupción del flujo. |
| ISO 9001:2015 Cláusula 8.4 | Control de los procesos, productos y servicios suministrados externamente | La integración vertical de River Rouge — control del proceso de producción de cada componente desde la materia prima — es la expresión más radical del principio de control de proveedores: si no puedes auditar al proveedor, internaliza su proceso. ISO 8.4 es la versión normalizada de esa misma lógica. |
| ISO 9004:2018 | Gestión para el éxito sostenido: estabilidad y repetibilidad de los procesos como base del desempeño sostenible | Ford demostró empíricamente durante dos décadas que la estabilidad del proceso — mismo método, mismas piezas, mismo ritmo — produce la misma calidad de output de manera predecible y sostenible. Es la demostración práctica del principio de «proceso estable» que ISO 9004 formaliza como condición del éxito sostenido. |
| ISO 50001:2018 | Gestión de la energía: medición del consumo, identificación de oportunidades, controles operacionales | Las prácticas de recuperación y reutilización de energía en River Rouge — gases de alto horno, agua de refrigeración, residuos de madera — son el precedente histórico más completo de la gestión sistemática de eficiencia energética en la producción industrial. |
Ford en perspectiva: la repetibilidad como acto de democratización
Existe una dimensión del aporte fordista que los análisis técnicos frecuentemente pasan por alto: la producción repetible de calidad consistente fue, en el contexto histórico de Ford, un acto de democratización. Cuando la calidad dependía de la habilidad artesanal, era inevitablemente escasa y cara — accesible solo para quienes podían pagar el precio de la habilidad. Cuando la calidad se convierte en una propiedad del sistema de producción, puede ser reproducida ilimitadamente a un coste que cae cada vez que el proceso se optimiza. El Modelo T de 1916 (360 dólares) no era peor que el de 1908 (850 dólares): era igual de bueno, producido de manera más eficiente por un sistema más maduro.
Esta lógica — que la mejora del proceso beneficia simultáneamente al productor (menor coste) y al cliente (menor precio o mayor valor) — es el principio que ISO 9001:2015 expresa en su enfoque al cliente y en su principio de mejora continua. Ford lo demostró con datos antes de que existiera el lenguaje normativo para describirlo.
Su legado, sin embargo, no es sin sombras. La misma rigidez que hacía tan eficiente el sistema fordista — un solo modelo, un solo color, un solo método — se convirtió en su vulnerabilidad cuando el mercado evolucionó hacia la diversidad. General Motors, bajo Alfred Sloan, respondió a la demanda de variedad que Ford ignoró y superó a Ford en participación de mercado en 1927 — el mismo año en que se dejó de producir el Modelo T. El sistema más eficiente del mundo había sido diseñado para un mundo sin variedad, y el mundo no cooperó.
Toyota, estudiando a Ford en la posguerra, aprendió ambas lecciones: la repetibilidad y la estandarización de los procesos son la base de la calidad; pero el sistema debe ser capaz de producir variedad sin sacrificar esa repetibilidad. El Sistema de Producción Toyota — que es el fundamento del lean manufacturing moderno y una de las fuentes intelectuales de ISO 9001 — es, en esencia, Ford más flexibilidad. El siguiente capítulo de esta historia se escribe en Japón.
Notas y referencias
- Watts, S. (2005). The People’s Tycoon: Henry Ford and the American Century. Alfred A. Knopf, Nueva York. La biografía académica más completa de Ford publicada en el siglo XXI; capítulos 3–7 sobre su formación técnica, los fracasos de las primeras empresas y la fundación de Ford Motor Company. Premio del National Book Critics Circle, 2006.
- Hounshell, D. A. (1984). From the American System to Mass Production, 1800–1932. Johns Hopkins University Press, Baltimore. Capítulos 6–8: análisis técnico detallado de la evolución del sistema de producción de Ford desde Piquette Avenue hasta Highland Park y River Rouge, con datos de ingeniería sobre tolerancias dimensionales, tiempos de ciclo y tasas de producción.
- Ford, H., & Crowther, S. (1922). My Life and Work. Doubleday, Page & Company, Nueva York. La autobiografía de Ford escrita en colaboración con Samuel Crowther; fuente primaria fundamental para las citas directas y para el análisis de las motivaciones detrás de las decisiones de diseño del sistema de producción. Texto completo disponible en Project Gutenberg: www.gutenberg.org/ebooks/7213
- Womack, J. P., Jones, D. T., & Roos, D. (1990). The Machine That Changed the World: The Story of Lean Production. Rawson Associates, Nueva York. Capítulo 2: análisis de la planta de Highland Park con datos cuantitativos de la evolución del tiempo de ensamblaje entre 1908 y 1916; fuente de los datos de la tabla de indicadores incluida en este artículo.
- Deming, W. E. (1986). Out of the Crisis. MIT Center for Advanced Engineering Study, Cambridge MA. Capítulo 3: «Introduction to a System.» El argumento de que la inspección no mejora la calidad — «You cannot inspect quality into a product» — y su relación con el principio fordista de calidad por diseño del proceso se analiza en las páginas 28–31.
- Ohno, T. (1988). Toyota Production System: Beyond Large-Scale Production. Productivity Press, Cambridge MA. (Edición original japonesa: 1978). Capítulo 1: Ohno documenta explícitamente la deuda conceptual del Sistema de Producción Toyota con el fordismo y las dos lecciones que Toyota extrajo — la repetibilidad del proceso como base de la calidad y la necesidad de añadir flexibilidad que Ford no tenía.
Bibliografía complementaria
- Ford, H., & Crowther, S. (1926). Today and Tomorrow. Doubleday, Page & Company, Nueva York. Reed. Productivity Press (1988). El análisis más completo de Ford sobre la eliminación del desperdicio en la producción y la eficiencia de recursos en River Rouge — el texto que influyó directamente en Taiichi Ohno al desarrollar el Sistema de Producción Toyota.
- Sloan, A. P. (1963). My Years with General Motors. Doubleday, Nueva York. La perspectiva del competidor: Sloan documenta cómo General Motors respondió a la rigidez del sistema fordista con la estrategia de «un coche para cada bolsillo y cada propósito» que superó a Ford en 1927.
- Liker, J. K. (2004). The Toyota Way: 14 Management Principles from the World’s Greatest Manufacturer. McGraw-Hill, Nueva York. Capítulos 4–6: la herencia fordista en el Sistema de Producción Toyota — flujo continuo, takt time, estandarización — y las innovaciones que Toyota añadió.
- Shingo, S. (1989). A Study of the Toyota Production System from an Industrial Engineering Viewpoint. Productivity Press, Cambridge MA. Análisis técnico del jidoka y el sistema andon como evoluciones del principio fordista de detección inmediata de defectos por interrupción del flujo.
- International Organization for Standardization. (2015). ISO 9001:2015 — Sistemas de gestión de la calidad. Requisitos. ISO, Ginebra. Cláusulas 8.1, 8.2, 8.3, 8.4 y 8.5.
- International Organization for Standardization. (2018). ISO 9004:2018 — Gestión de la calidad. Calidad de una organización. Orientación para lograr el éxito sostenido. ISO, Ginebra.
- International Organization for Standardization. (2018). ISO 50001:2018 — Sistemas de gestión de la energía. Requisitos con orientación para su uso. ISO, Ginebra. Para la gestión sistemática de la eficiencia energética — formalización normativa de prácticas que Ford implementó empíricamente en River Rouge.
Palabras clave: Henry Ford, producción repetible, línea de ensamblaje, Highland Park, River Rouge, Modelo T, takt time, flujo continuo, piezas intercambiables, estandarización, ISO 9001, ISO 9004, ISO 50001, lean manufacturing, Toyota, historia de la calidad, fordismo, eficiencia de recursos.
Cómo citar este artículo: Carrillo Olivier, M. (2025). Henry Ford y la producción repetible. Historia Universal de la Calidad, la Conformidad y la Auditoría, Temporada 4, Artículo 12. mundocalidad.com
Autor: Prof. Marcelo Carrillo Olivier, Eng. MBA — Especialista en Sistemas de Gestión y Auditoría de Conformidad.
Serie: De Hammurabi a la Inteligencia Artificial: 4.000 años construyendo confianza.